
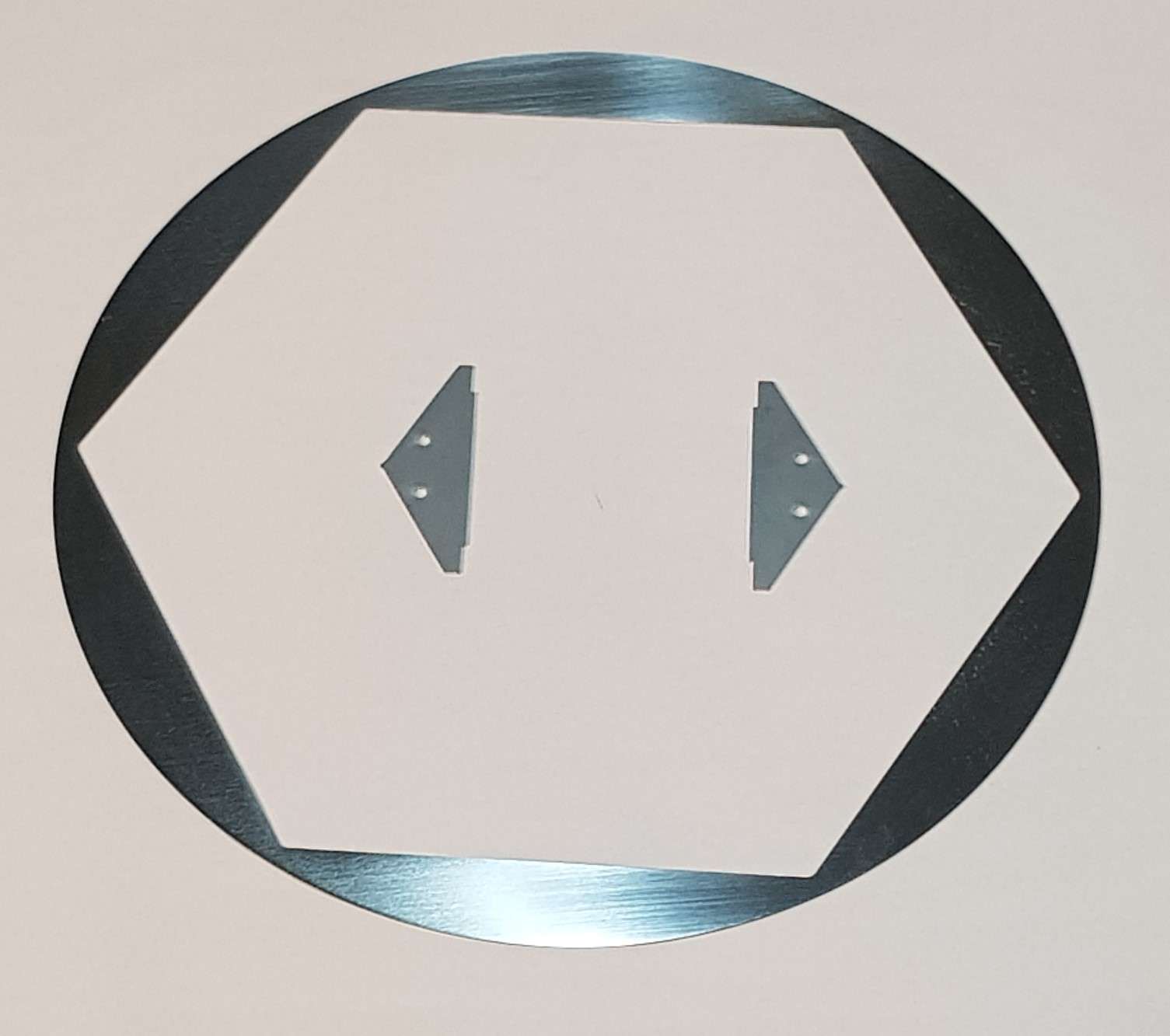
Das wichtigste formgebende Teil für den Behälter ist der Trichterabschluss.
Der Behälter wird um das Trichterabschlußblech herumgebogen und sollte möglichst spaltfrei abschließen.
{kind=link}
- Trichterhälften ausrichten, fixieren und verschweißen. Der Spalt zwischen den Schweißflanschen sollte so gering wie möglich sein. Es ist auch möglich, den Spalt innen zu verschweißen falls mit WIG oder MIG geschweißt wird.
Ich nutze dafür die 230V Parkside Widerstandspunktschweißzange. - Ausmitteln des Trichterabschlußblechs auf den Trichterhälften und ebenfalls verschweißen

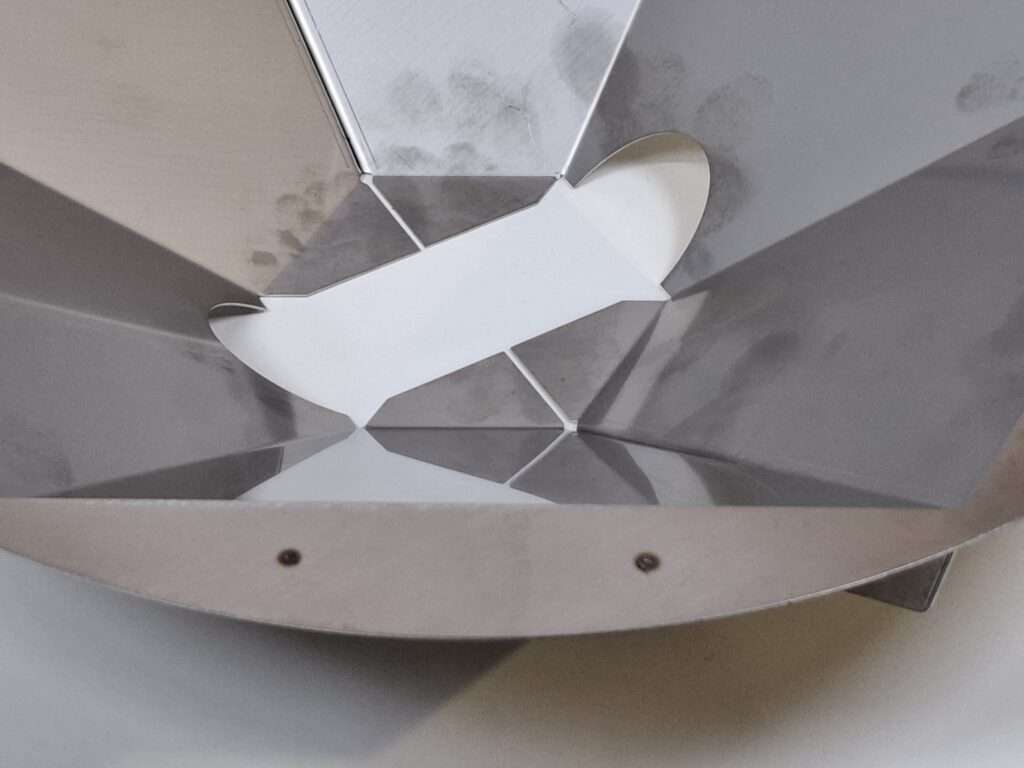
Verschweißen der beiden Trichterhälften
Dazu werden die Hälften ausgerichtet und mit Schraubzwingen oder Crimpzange fixiert. Am besten eignet sich zum verschweißen eine Widerstandspunktschweißzange


Verschweißte Trichterhälften


Ausrichten des oberen Abschlussrings:
Zentriert auf den verschweißten Trichterhälften ausrichten, fixieren und verschweißen.


Verschweißter oberer Abschlussring
Trichterhälften mit Abschlussring
